所属栏目:气焊、气割工艺
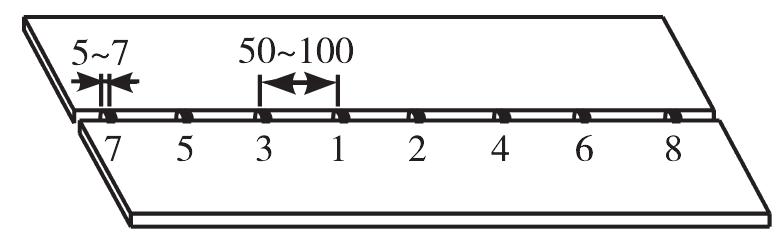
为了保证焊件装配关系的坡口尺寸,在焊前必须对焊件进行定位焊。较薄焊件定位焊的长度一般为5~7mm,间距为50~100mm。为防止变形,应注意正确的定位焊焊接顺序,一般由中间向两端进行,如图2-5所示。较厚焊件定位焊的长度一 ......(本文共 437 字 , 5 张图) [阅读本文] >>
 知识贝壳
知识贝壳